生產設備
首頁 > 生產設備
壓鑄機
鋁壓鑄機 420頓 1台、250頓1台、150頓3台

| 主要項目 | 單位 | ZDC-420TPSA | |
|---|---|---|---|
| 鎖模力 | ton | 420 | |
| 模板外型 | mm | 975*980 | |
| 柱內尺寸 | mm | 650*650 | |
| 鎖模部份 | 夾模厚度 | mm | 300~700 |
| 開模行程 | mm | 500 | |
| 導柱直徑 | mm | Ø125 | |
| 調模速度 | mm/min | 104(50HZ)、126(60HZ) | |
| 押出部份 | 押出力 | top | 23.5 |
| 押出行程 | mm | 120 | |
| 中子部份 | 中子電磁閥 | PT | 3/8"*2(sets) |
| 出油 | PT | 1/2"*4(sets) | |
| 電動機容量電壓 | KW | 幫浦用22.5/調模用0.75 | |
| 電器部份 | 電源 | V | 220/380/415(50/60HZ) |
| 電源容量 | KVA | 40 | |
| 射出力 | ton | 13.2~43 | |
| 最高射還(*) | M/Sec | 4.5(*8.0) | |
| 射出桿行程 | mm | 515 | |
| 射出部份 | 射出桿凸出長 | mm | 195 |
| 柱塞直徑 | mm | 最小Ø60 / 標準Ø70 / 最大Ø80 | |
| 鑄造壓力 | Kgf/cm2 | 470~1525 / 245~1120 / 264~855 | |
| 鑄造面積 | cm2 | 894~275 / 1217~375 / 1590~513 | |
| 實射出重量 | Kgf | 2.3 / 3.1 / 4.0 | |
| 冷卻水出入口 | PT | 1-1/2" | |
| 模具用冷卻水 (入口,出口) |
PT | 1-1/4"*1(入口) 2"*1(出口) |
|
| 冷卻水部份 | 模具冷卻水 水閥數 |
PC | 7((入口) 8(出口) |
| 模具冷卻水量 | Ltr/min | 50~60 | |
| 開閥模押出壓力 | Kgf/cm2 | 160 | |
| 油壓部份 | 最高射出增壓壓力 | Kgf/cm2 | 225~325 |
| 循環作動油量 | Ltr | 450 | |
| 冷卻水量 | Ltr/min | 45~50(水溫25℃) | |
| 機械關係 | 機械外型尺寸 (L*W*H) |
mm | 5800*2100*3000 |
專業壓鑄伺服機
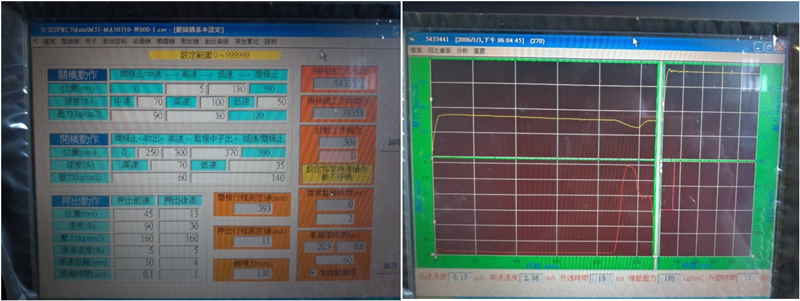
伺服閥控制, 增加了觀看曲線的軟體裝置,方便觀看射出及增壓曲線的圖表
1. 射出壓力曲線:位置與壓力對照曲線
2. 射出速度曲線:射出速度與位置對照曲線.
3. 增壓壓力曲線:增壓壓力對照曲線.
4. 增壓時間曲線:增壓時間位移量.
專業壓鑄伺服機 射出循環可做多段速度設定,可達到射出速度設定精準


▲Top